联系人:季总
手机:15995972836
电话:0512-52700313
传真:0512-52700313
邮箱:491994510@qq.com
网址:www.szqyzz.com
地址:江苏省苏州市常熟市梅李镇梅西路91号1幢
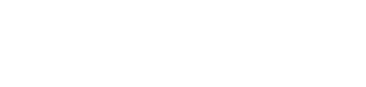
染色的珊瑚绒织物中以全涤150D/288F珊瑚绒的染色产品居多,主要是由于其丝纤度细,弯曲模量小,因而其织物具有杰出的柔软性。虽然有那么多优点,但凡事都有两面性,也有缺点,它的透气性不是太好。就拿毛毯来说,双面珊瑚绒由于其正反面都是毛茸茸的,且绒毛的效果基本都是一致的,米平方的克重一般都有280g、300g、320g,其比较厚实,这样纤维之间的密度就比较小,较单面的毛毯来说透气性就较差。鉴于这类问题,还没有能使其得到有效改善的方法。
不过,染色的整个工艺对其特点的好坏起着决定性的作用。其中尤为重要的是:染色与后整理。在染色中,染料的选择及其组合要选好,印染助剂的选用(PH值应控制在4.5~5.5)及升温速率等;在后整理中,上柔、拉毛、梳毛、剪毛、摇粒、定型,每一道工序一定要严格规范操作,以防影响成品质量。
以下是全涤珊瑚绒织物染色的整个工艺流程,对每一道工序进行细致的分析,来研讨每一道工序的注意点、影响及解决措施,使其整个工艺能够得到更好的优化!
一般流程
白坯布——退卷——缝头——预定型——包边——染色——上柔——脱水——拉边——烘干——拉毛——梳毛——剪毛——摇粒——定型——成品打卷
珊瑚绒有软底板和硬底板之分。软底板一般采用100D/ 48F半消光涤纶丝作底丝;硬底板采用100D/ 96F低弹丝作底丝。两种底丝生产的坯布弹力不同。
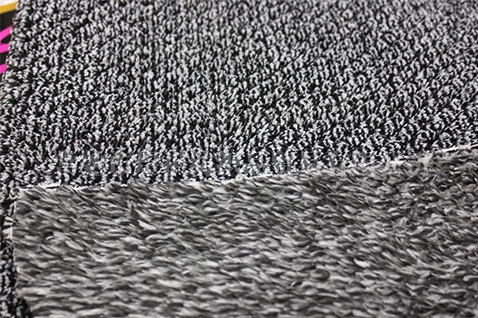
摇粒珊瑚绒坯布采用经编机织制,呈双层组织结构,经剖幅成为单面珊瑚绒毛坯。由于剖幅机的影响,坯布A面与B面在绒毛高度上存在差异,还存在粘毛、织造竖条、停车横杠和断丝等织疵,影响成品品质。
因此,在预定形前需对坯布进行初检、分类预定形坯布碱减量前应进行预定形,使珊瑚面的珊瑚丝排列整齐、垂直、膨松,底丝结构紧密稳定。未经预定的坯布经染整后,珊瑚面形成的珊瑚丝弯曲、零乱、卷曲、毛扁,全失去珊瑚绒的风格。预定形还能有效防止碱减量和染色过程中,因染缸喷口的作用而产生的卷边。
碱减量:预定形后,碱减量一般根据坯布珊瑚面珊瑚丝的情况而定。当珊瑚丝的超细纤维网络点较多时,珊瑚面清晰,可进行低碱浓度碱减量或不做碱减量,以保证珊瑚绒的风格。反之,当作为珊瑚丝的超细纤维网络点较少,且珊瑚丝抱合度较差,清晰度不明显,或织造剖幅而产生粘毛,则要进行碱减量。
染色:采用高温高压溢流染色机进行染色。选用上走式缸比下走式缸生产的产品风格更稳定、手感好、易于刷毛,珊瑚面无蚂蚁窝现象。柔软整理珊瑚绒的柔软整理有轧柔和浸柔两种,可根据客户来样对手感的要求采用不同的方法进行。轧柔产量高、 生产方便, 减少了布头缝接,但手感比浸柔相对要差一些;浸柔则手感好、易于刷毛,但工艺时间长,产量低,需严格控制浴比,尤其要防止硅油斑的产生。刷毛可以在24 辊和26 辊起毛机上起绒。应根据坯布手感调节张力,变换齿轮大小,一般由轻到重,保证所刷坯布不伤底丝、绒面,以达到浓而密。
梳剪摇:根据来样风格, 调节梳毛次数及剪毛高度和摇粒时间。
成品定形整理:主要是控制产品的门幅、克重,使产品达到一定的稳定性,有利于剪裁、缝制。